
铝合金车身的连接技术是整车厂关注的重点和工艺难点。小编找来一篇很实用的技术贴好文,通过介绍铝合金车身上常用的自穿刺铆接(SPR)、流钻螺钉(FDS)、无铆钉铆接(Clinch)、实心铆这四种连接方式的工艺特点、适用场景和结构设计的基本要求,以及在车身设计中将铆接和胶接联合使用的优点和必要性,为铝合金车身设计中铆接技术的应用提供参考借鉴。
随着法规对传统燃油车排放要求的提高以及提升纯电车续航能力的市场需求加大,实施汽车轻量化带来的减排和节能的意义很明显。在车身轻量化设计中,由于铝的密度低,耐腐蚀和抗老化性能好而且成型工艺选择多,被慢慢的变多的主机厂应用到车身结构中。
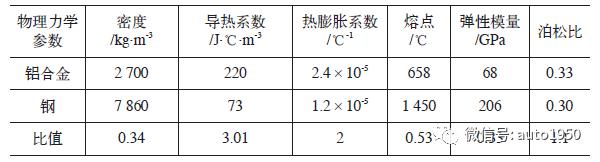
铝跟钢的物理、化学性能差异很大(见附表),点焊、MIG焊等热连接技术应用到铝制件上时将导致很多问题:铝的导热系数大约是钢的3倍,需要大电流融化形核,易造成晶粒粗大使焊缝性能直线下降;铝合金表面有氧化层,易污染电极,增加修模频率;铝的热膨胀系数是钢的两倍,焊接工艺的热输入将导致零件变形大,白车身精度难以控制;并且焊接工艺是一种不等温的冶金反应,焊接质量很难保证,易发生焊缝夹杂、气孔和焊接热影响区等缺陷。另外,钢铝异种材料的焊接实现难度很大,目前没有适合车身异种材料之间的焊接工艺。
铆接作为一种机械连接,能轻松实现钢-铝,钢-复合材料以及铝-复合材料的异种材料连接,并且连接强度高,连接质量稳定可控,易于实现自动化。由于多材料车身是未来的发展的新趋势,因此铆接技术将成为未来的重要连接技术。目前在全铝和钢铝混合车身中主要使用在的铆接技术有:自穿刺铆接(SPR)、流钻螺钉(FDS)、无铆钉铆接(Clinch)和实心铆接等。
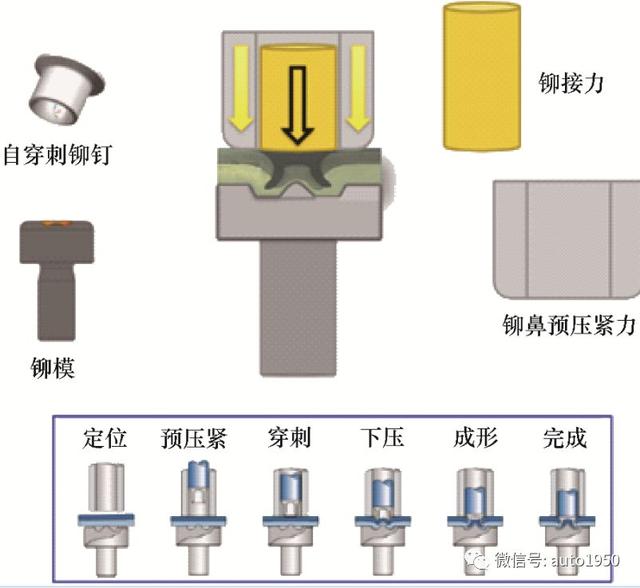
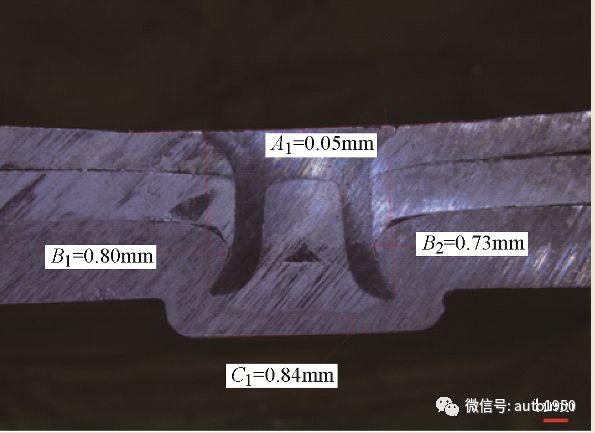
自穿刺铆接的工作原理是:铆钉在铆鼻中推杆的下压作用下,刺穿上层板或者上面两层板,最后在铆模的作用下铆钉空心部分在底层板中张开,与底层板形成自锁结构,整个连接过程底层板只发生塑性变形。因为有铆模的存在,所以SPR是一种需要双面开放空间的连接工艺。在车身开发过程中,为了能够更好的保证各种SPR搭接组合的铆接质量,需要对每种搭接组合进行SPR试片试验,主要从两方面做铆接质量评价:一是破坏性的力学试验,包括拉伸试验和剪切力试验;二是断面尺寸扫描,主要确保左右互锁值B1和B2、剩余材料厚度C1以及显微头高A1达到要求值。如图1所示,显微头高A1一般要求在-0.5mm~+0.3mm,互锁值和剩余材料厚度与被铆接底层材料的种类和厚度以及铆钉大小有关,一般要求互锁值≥0.4,剩余材料厚度≥0.2mm。铆接点在车身位置不同,其性能要求不一样,SPR铆接点的合格标准也有所不一样。
(2)由于SPR铆接点所引起的母材翘曲变形比电阻点焊引起的大。对于地板面板这类自身刚性差的零件进行铆接的时候,两个铆接点的距离不能太大,否则两个铆点中间的面板将拱起来,造成两层板之间的间隙过大而使该区域的结构胶失效。
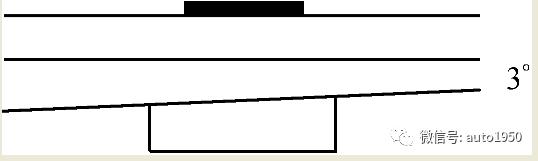
(3)在铆接铸件的时候,由于铸件的法兰边带有拔模角造成内部自锁结构偏心。对于拔模角小于3°的情况,目前有主机厂把铆模一侧的铸件面机加工成与上层板平行的面,也有主机厂没有机加而直接铆接的,但是当角度大于3°时将引起铆接开裂的情况出现。
(4)为避免母材铆接开裂,对于底层材料,要求其延伸率大于10%,若铆点外观要求比较高,对于母材的粗晶层厚度也要做限定。下图6082型材粗晶层厚度为334mm的SPR铆接点质量,铆接点周边出现了肉眼可见的裂纹。将6082铝合金型材的粗晶层厚度优化到了219mm后,将SPR铆接点在显微镜下检查,其外观品质也达到了比较好的状态。
为了节省本金和提高生产节拍,工厂在合枪设计时会尽量将多种搭接组合用一套铆枪和铆模来实现连接,这样可能带来的问题有:对于某一种搭接组合,SPR的铆接点质量会比较差,有可能会出现裂纹。若要铆接点外观要求比较高的话,对材料的铆接性能,如延伸率、折弯角等指标的要求就提高。通常来说母材具有更低的屈强比,SPR铆接出现裂纹的概率越低,但是降低材料的屈服强度又将影响车身性能。所以在车身开发过程中,生产线的合枪设计、被铆接母材性能设定以及铆接点品质衡量准则的设定是相互影响的。
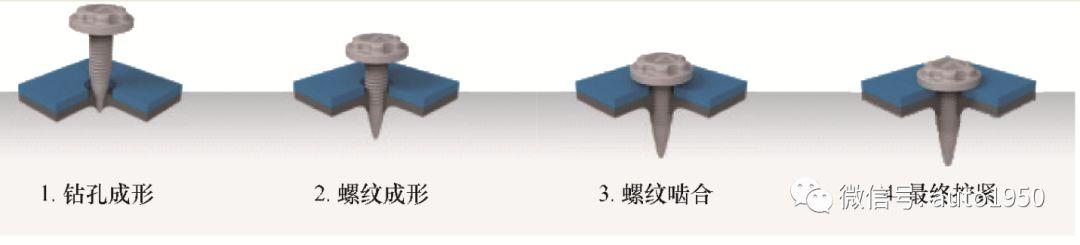
流钻螺钉的工作原理:FDS非常快速地旋转并且在轴向下压力的作用下,穿透上面板层,在底层板形成螺纹连接副,整个工艺过程可大致分为四个步骤:钻孔、螺纹成形、螺纹啮合和紧固。对于不同的搭接组合,每个阶段的转矩、轴向力和转速都是不相同的。
FDS带来的最大优点是单边操作实现连接,对于带有封闭型腔的铝挤出件和液压成形件可以将连接点布置在型腔位置,提高结构设计的灵活度,也适用于铸件与周边件的连接。并且FDS的连接强度高,能够连接的材料厚度和强度范围比较广。其缺点有:一是FDS钉子自身质量约4g左右,连接点新增质量较大,不利于轻量化;二是整个连接过程完成需要时间比较久,约5s,对生产节拍有一定影响。
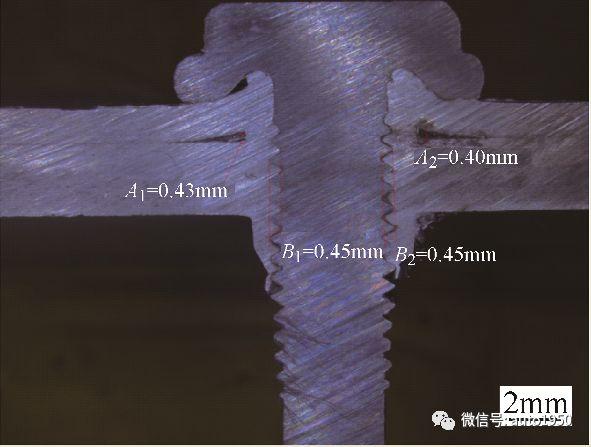
在车身开发过程中对于每种组合都应该进行FDS试片试验,主要从力学实验和断面扫描两方面做验证。力学性能一般来说包括十字拉伸和剪切拉伸;断面扫描主要检验测试成形螺纹的高度B1和B2,连接板之间间隙大小A1和A2以及有效螺纹形成的长度。一般要求两层板之间的间隙<1mm,螺纹齿高>0.25mm。
(1)由于FDS是一种单边操作的工艺,背面没有支撑,对应用FDS区域的刚度需有一定要求,否则在连接过程中结构将发生变形,一般要求连接区域可承受3.5kN的力而不发生变形。
(2)上层材料有大于500MPa的高强钢且厚度>1.5mm或者上层材料是厚度较大的铸件时,要求除底层板以外的母材都需要预开孔。原因是:强度和厚度过大将导致钻孔困难;当上层材料为厚度较大的铸件件时,钻孔过程中导致材料外溢量过多使FDS钉子和铸件之间的间隙变大,影响连接质量。
(3)车身上FDS的布置都是与结构胶联合使用的,当存在预开孔时,涂结构胶时一定要避让孔边缘一定距离,否则将导致两个问题出现:一是由于FDS连接过程的后两个阶段,本质是一个螺纹啮合拧紧的过程,此阶段设备设定的拧紧力矩是一定的,当结构胶由于板层之间的挤压从预开孔溢出到上层板时,使得上层板孔周围区域摩擦系数减小了,而转矩没有变,导致FDS螺纹啮合拧紧时有滑齿情况的发生,影响连接强度;二是结构胶溢出来将污染FDS设备枪头,导致停工清理。
(4)由于FDS会穿透搭接组设伸出来,在车身设计过程中需要将突出的尖端部分布置在人和周边物体触碰不到的地方,并且保证FDS尖端与周边车身结构5mm以上的间隙,否则车辆在行驶过程中由于车身发生弯扭变形时易导致摩擦异响的发生。
无铆钉铆接的工作原理是:采用冲压设备及标准连接模具,在一个冲压过程中依据板件材料本身的塑性挤压变形,在板件挤压处形成一个圆形镶嵌的连接点。由于连接过程中需要冲头和底膜,所以无铆钉铆接也是一种需要双面操作空间的连接工艺。
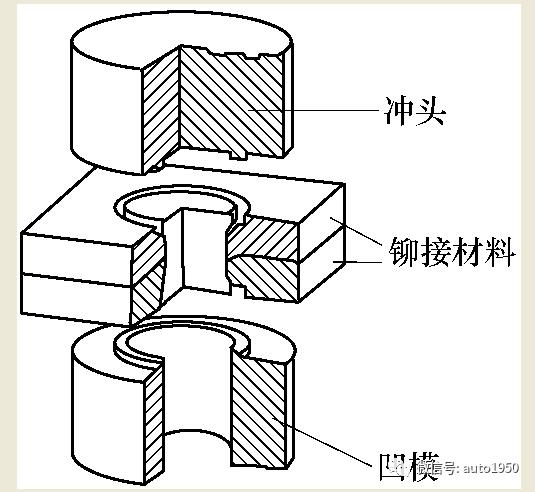
实心铆接的工作原理是:铆钉在冲头的推动下,向下挤压被连接材料,铆钉刃口将被连接材料切断,余料落入凹模内。铆钉到达凹模处即停止运动,随着冲杆继续下压,此时冲头挤压被连接材料,在凹模上凸环的共同作用下,底层板料发生塑性变形与铆钉形成一圈咬合结构。
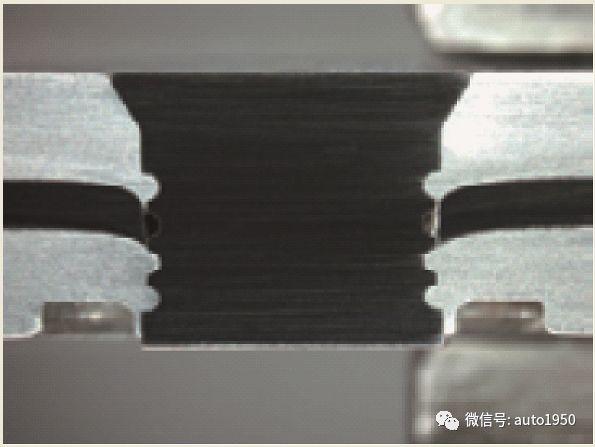
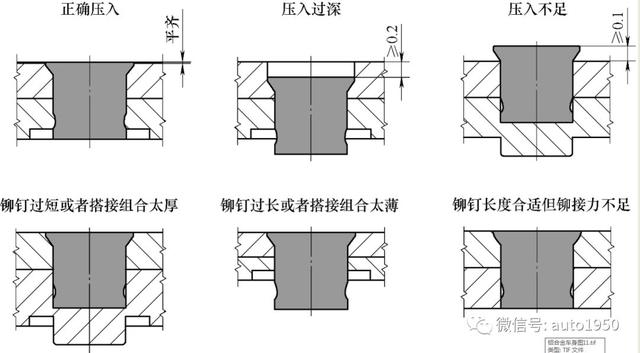
在被连接材料的种类和厚度相同的情况下,实心铆接点的剪切强度能够达到与SPR相当的水平。相比SPR,实心铆接的最大优点是连接点能做到两面都没有凸起。从工作原理能够准确的看出实心铆接也是一种需要双面操作空间的连接工艺。为了形成正确的连接咬合结构,应该要依据被连接组合的厚度选择正真适合的铆钉长度和工艺参数,否则将导致连接点强度下降或者失效,如图:
目前车身所有的铆接都是与结构胶联合使用的,其根本原因除了结构胶能提高连接点的剪切强度、隔绝异种材料之间的电化学腐蚀外,另外一个重要的作用就是提升铆接点的刚度,增强铆接点的疲劳强度。
铆接工艺的一个特点是需要被连接母材形成机械冲孔或者发生机械塑性变形,在冲孔或者塑性变形的区域容易形成毛刺和微裂纹等缺陷。疲劳过程一般由裂纹萌生、裂纹扩展和疲劳失效等阶段组成。在车辆行驶过程中的交变作用力下,铆接点周边母材将发生微动磨损,在铆接过程中形成的微裂纹和毛刺在磨损和动载荷作用下容易成为裂纹扩展源,进而导致疲劳失效。另外,由于FDS是靠螺纹连接和预紧力来实现可靠连接的,它除了会出现上面提到的疲劳裂纹扩展导致的失效以外,振动以及磨损也会使预紧力下降而导致FDS钉子松动。
当铆接板材之间有结构胶的作用时,连接板材之间由点连接变成了面连接,在相同外界载荷输入情况下,铆接点受力峰值相比没结构胶的情况将大为减小,整个搭接板材之间的受力情况变得更均匀,疲劳载荷减小,疲劳寿命增加。因此,结构胶可以很好地解决铆接工艺微裂纹导致疲劳失效的问题。
随着铝合金在车身中的应用愈来愈普遍,铆接将成为车身中重要的连接技术。这使得铝合金车身开发相比采用点焊的钢制车身开发需要仔细考虑的问题更多:如何根据铆接工艺特点选择正真适合的铆接方式;如何调整铆接应用区域的结构和材料性能来确保所选择铆接工艺可行性。只有在铝合金车身开发中最大限度地考虑好铆接工艺带来的影响,才能实现性能和成本之间的更好平衡。



更多资讯,请关注金信公众号!
 粤公网安备
粤ICP备16014040号
粤公网安备
粤ICP备16014040号